June 6, 2018
Sink Marks: Find Out Their Causes and How to Avoid Them with the Help of a Plastic Injection Molding in China

Making a project together with an efficient company in plastic injection molding in China is an exciting prospect. You can receive rewarding results in turning your idea into a tangible product and it will also mean that your business could receive a profitable outcome. Of course, this will only happen if you won’t experience any mishaps while the project is underway.
Unfortunately, defects—such as sink marks—are a possibility. Sink marks occur in molded products. They usually happen when the surface is deformed into a depression and these depressions usually occur in thick areas of the plastic part. This can be avoided by efficiency in engineering and design from mold makers in the industry.
However, do take note that this should normally take place while you are still turning your idea into a visual, meaning this should be resolved in the prototyping stage of your product. Top companies for plastic injection molding in China should be able to avoid this from happening once they are ready to mass produce them. With the right quality control, your product would turn out great.
To provide you more insights, here are some of the leading causes of sink marks as well as some tips on how they can be avoided in the first place:
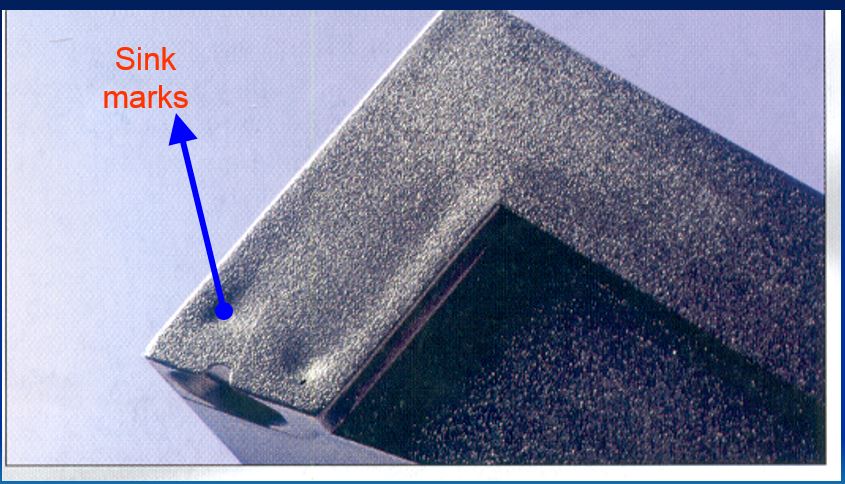
(Source: engineersrule.com)
The value of injection-molded parts relies on its functionality and, of course, its overall appearance. Defects in aesthetics are caused when there is a deviation from the requirements or guidelines in the part design. Usually, you cannot say when a defect can occur but sink marks can be a frustrating challenge.
The sink marks are a surface depression that usually occurs in thicker sections of the parts. More specifically, they appear in locations such as ribs, bosses, and internal fillets.
The material which begins to cool and harden within the mold does not cool at the same rate. This means that the molten region will still exist in the center of the wall after the outer material begins to solidify due to the temperature gradient.
The inner material will begin to cool and harden which causes it to shrink. Sink marks are very similar to vacuum voids but instead of cooling too rapidly, the material cools too slowly.
The shrinking begins pulling the outer surface which can potentially collapse the wall or deform the part. Pulling the material inward before it can be adequately cooled will lead to sink marks.
These small recesses or depressions in the flat and consistent surface of the molded part can ruin its overall aesthetic quality. This can result in unflattering blemishes and structurally compromising deformities. Sink marks can be a huge factor in the maintenance of the functionality from the plastic parts.
This is where prototyping can help you create the product because you can test possible scenarios for its manufacturing. With efficient mold cooling, sink marks would be defeated, which would be a great benefit for your project.
(Source: dc.engr.scu.edu)
Issues, such as sink marks, can be solved with the proper risk management and quality assurance. There are many ways on how to avoid this defect and this can include modifying the geometry, adjusting the mold and material temperature settings, and changing the injection and packing pressure.
You can also ask for the help of the molding company to identify locations in which these molding defects can occur so your part can be modified and optimized according to your requirements. Before having the physical molds manufactured, you can plan on how to avoid this issue which will significantly add to the time and cost benefits in the design process.
Ask for the advice of the molding company in integrating additional guidelines in order to avoid sink marks; they include the following:
Knowing what causes sink marks and how to avoid them would be a vital part when it comes to manufacturing your plastic product. By doing so, you can ensure that it would be nothing but a tangible evidence of quality.

Large injection molds are essential assets in manufacturing, and maintaining them properly ensures consistent quality and smooth production.
Read more
Reducing cycle times in large-size injection molding is essential for meeting production targets, controlling costs, and maintaining delivery schedules.
Read more
Partnering with a full-service plastic injection molding company in China offers an integrated approach to design, tooling, and production, helping U.S. manufacturers meet complex component demands efficiently.
Read more
Full-service plastic injection molding streamlines the journey from concept to finished product by combining design, prototyping, tooling, production, and post-production under a single provider.
Read more