February 4, 2026
What Affects Cycle Time in Creating Large-Size Plastic Injection Molds?
Overview
- Cycle time in large plastic injection molds is influenced by material behavior, part geometry, cooling system efficiency, machine capability, and mold design.
- Large-scale parts require careful control of thermal properties, wall thickness, and resin characteristics to ensure dimensional stability.
- Optimized cooling, proper equipment matching, and integrated process adjustments help improve efficiency and maintain consistent production performance.
For companies in the USA, understanding what affects cycle time in creating large size plastic injection molds is essential for improving production efficiency and part quality. In large tooling, material behavior has a greater impact on cycle time compared to smaller molds due to variations in thermal response, crystallization, and shrinkage.
These factors directly influence cooling duration and dimensional stability before ejection. As a result, certain resins require longer cycle times, especially when dealing with uneven wall thickness or large cavity temperature differences.
If not properly considered in mold design and processing, these material-specific behaviors can significantly extend production time. This article explores the key factors that influence cycle time and how to optimize them for better manufacturing performance.

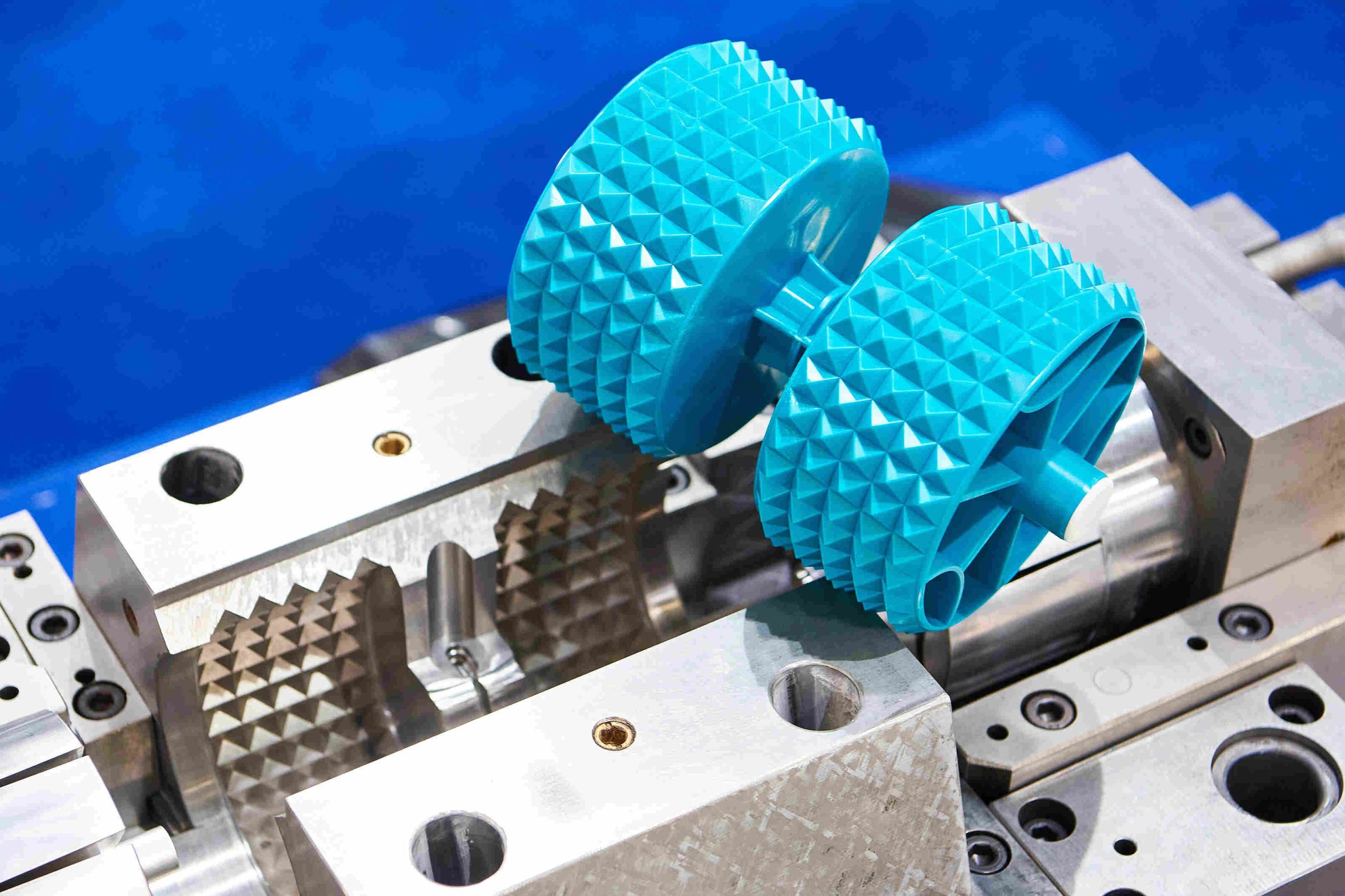
Part geometry has a direct and often amplified impact on cycle time in large molds. Thick sections retain heat for longer periods, while abrupt transitions in wall thickness create uneven cooling patterns that delay ejection and increase the risk of warpage or sink marks.
As part size increases, even minor inconsistencies in thickness can result in significantly longer cooling times. Designing for uniform wall thickness and smooth transitions helps promote consistent heat dissipation, allowing the mold to reach ejection temperature more efficiently across the entire part.
In large-size molds, the cooling system becomes one of the most critical determinants of cycle time. Heat must be extracted evenly over a much larger surface area to avoid localized hot spots that dictate the overall cycle length.
Efficient cooling design focuses on channel proximity, flow balance, and temperature control across the mold. When cooling is optimized, the mold can reach thermal equilibrium faster.
The inherent properties of the selected plastic resin strongly influence how quickly a large part can be cooled and ejected. Heat capacity, melt temperature, and shrinkage behavior all affect how long the material must remain in the mold to achieve dimensional stability.
Materials that perform well in smaller parts may behave very differently at larger scales. As a result, mold design and process parameters must be adjusted to account for these differences and ensure consistent performance.
Machine capability plays a decisive role in determining achievable cycle times for manufacturing large molds. Even a well-designed mold can underperform if the molding machine cannot deliver consistent melt quality, pressure, or clamping force.
Matching machine specifications to part size, material behavior, and mold requirements is essential to maintaining stable and efficient cycles.
Mold rigidity, steel selection, and structural design all influence cycle time in creating large size plastic injection mold. Large ones, particularly, are more susceptible to deflection and uneven heat distribution, which can delay cooling and complicate ejection.
Well-engineered structures help maintain consistent contact between mold surfaces and cooling channels. This approach improves heat transfer and reduces cycle variability over long production runs.
Cycle time reduction in large-size injection molding is rarely achieved through a single adjustment. Instead, it results from coordinated optimization of material selection, part design, cooling strategy, and machine parameters.
Process optimization efforts often include mold flow analysis, thermal simulations, and iterative tuning to balance cooling time with part quality and production efficiency.
Cycle time in creating large-size plastic injection molds is shaped by a coordinated balance of material behavior, part geometry, cooling efficiency, machine capability, and structural mold design. When these factors are engineered together, manufacturers can achieve stable production cycles.
At Richfields, we integrate all these process optimizations to manage the unique demands of large-scale injection molding projects. Through precision tooling and production tuning, we help clients maintain efficient cycle times. Contact us today to learn more about our processes.

Prevent defects in large injection molded parts by controlling cooling, material flow, tooling design, and process conditions from the start.
Read more
Mold flow analysis helps optimize gate placement, cooling, and defect prevention for large components before tooling and production begin.
Read more
Partnering with a single injection molding provider streamlines operations by centralizing oversight of design, prototyping, production, and quality checks, slashing administrative burdens and miscommunications.
Read more
A reliable molding partner improves productivity and sustainability by reducing downtime, minimizing waste, improving quality, and stabilizing supply chains.
Read more